 电话咨询
电话咨询

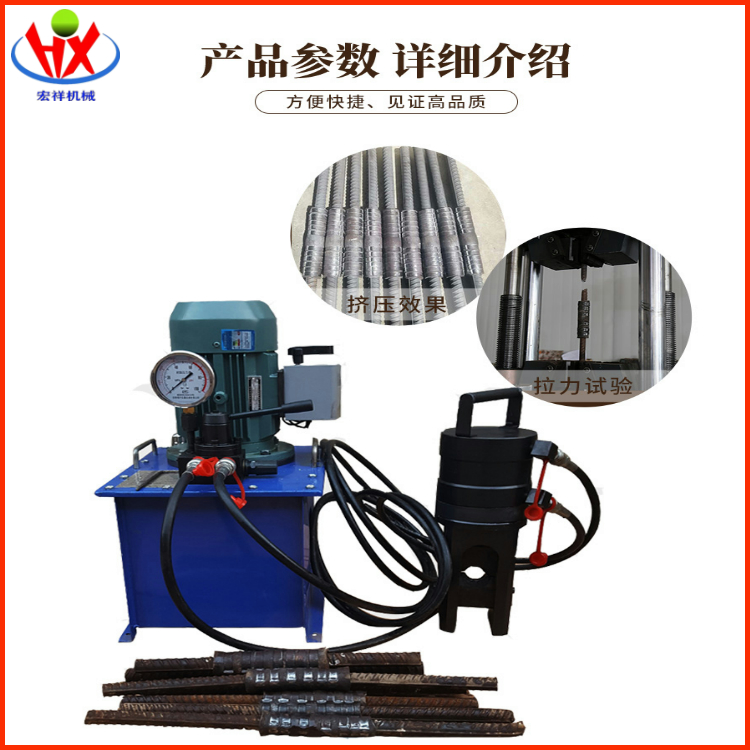
钢筋冷挤压连接是将待连接钢筋插入挤压套筒中,用挤压钳挤压套筒,使之产生塑性变形与带肋的钢筋表面紧密压合形成的接头。该技术与传统的搭接,焊接技术相比具有接头质量稳定可靠,不受环境影响,可全天候施工,接头抗震性,耐疲劳性,耐低温性好等优点。
我厂挤压设备由超高压油泵,高压油管和挤压钳,压模配套使用,共同完成挤压连接。固定操作工人,并对操作人员进行技术培训,经考核合格,持证上岗。挤压连接前,钢筋端部标出定位标志和检查标志,定位标志是标示钢筋与套筒的位置,由于钢筋套筒挤压后伸长,定位标志进入接头,所以设检查标志检验钢套位置是否正确。挤压时必须从接头中间压痕标志开始依次向两端进行。为提高工效,在加工场区,将钢套筒与钢筋连接,完成挤压头的一半,在现场挤压另一半。

常见故障分析
电机不运转:检查电源,是否符合380V 50HZ,是否缺项运转,各个开关是否开到位,液压阀是否处于高压挤压工作位置。
液压泵不工作:先检查液压油是否充足,点动启动电开一下停一下,排出柱塞空气,反复开动换向阀排出液压钳内的空气。
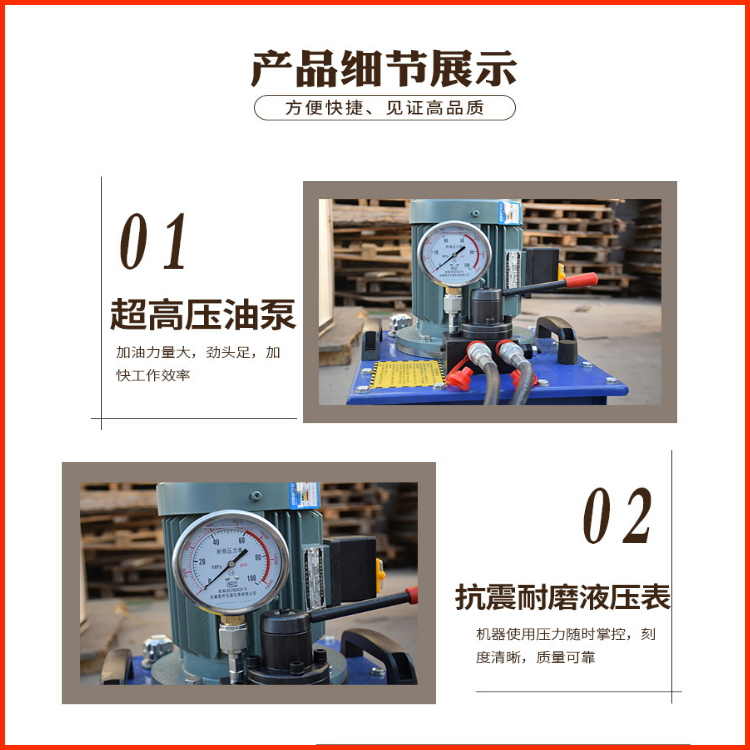
液压钳不上压力:液压泵调压螺栓松动退回,按顺时针调整压力杆,循续渐进直到调整到所需压力,设备最高使用压力不得超过70mpa,工作时可选择不同压力调整,压力过高使用降低泵的寿命。